نویسندگان: آر کریشنامورتی
سی وی گوکولارات نام
مترجم: حبیب الله علیخانی
سی وی گوکولارات نام
مترجم: حبیب الله علیخانی
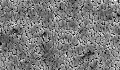
در طی ماشین کاری، سری های TTZ هم متحمل سایش حفره ای و هم سایش از پهلو، می شود. شکل 1 نشاندهنده ی یک تصویر از این نوع سایش ها، می باشد. مرز نزدیک حفره، نشاندهنده ی این است که براده برداری از لبه ی برشی اتفاق نیفتاده است. خط در سطح حفره خطوط مربوط به لغزش براده ها، می باشد. از شکل 1، این فهمیده می شود که سایش از پهلو، در واقع نرم و با میزان اثرات سایشی، حداقل، است. وجود یک مرز بین بخش کناری و وسط، نشاندهنده ی این است که سایش از پهلو، ممکن است مربوط به تغییر شکل پلاستیک گسسته و کوچک مربوط به ذرات سخت در بخش کناری ابزار باشد. این مورد منجر به ایجاد یک بخش میانی مسطح می شود.

افزودن ایتریا و سریا می تواند منجر به حفظ همه ی فاز به صورت فاز تتراگونال می شود. فاز تتراگونال در دمای اتاق، معمولاً شبه پایدار است و می تواند انرژی جذب کند یعنی در یک ترک در حال گسترش، استحاله ی تتراگونال به مونوکلینیک، اتفاق می افتد. همانگونه که قبلا گفته شد، استحاله ی تتراگونال به مونوکلینیک، منجر به انبساط حجمی دو حدود 4 % می شود. این استحاله، انرژی جذب می کند و موجب بسته شدن ترک و افزایش تافنس، می شود.
فاز پایدارتر تحت شرایط مشخص دما، فشار و ترکیب، دارای انرژی آزاد کمتر است. پایدارسازی یک فاز به پایدارسازی ترمودینامیکی و کینتیکی، وابسته می باشد. شکل 2 نشاندهنده ی این دو نوع از پایدارسازی است. با کاهش دما و یا مواد دوپ شونده، انرژی آزاد کاهش می یابد و در نتیجه، استحاله ی فازی ایجاد می شود. تفاوت در انرژی آزاد میان دو فاز را ∆G می نامند.
این پایدار ترمودینامیکی است که در آن هر دو فاز در یک دمای تعادلی، موجود می باشند. به هر حال، در پایداری کینتیکی، یک فاز ناپایدار می تواند یک شکل شبه پایدار را حفظ کند اگر به اندازه ی کافی انرژی فعال سازی برای آن فراهم نباشد. در یک چنین رویدادی، فازهای مکعبی/ تتراگونال می توانند در دمای اتاق، موجود باشند. این مسئله در دیاگرام فازی شکل 3، قابل مشاهده می باشد.
واکنش های یوتکتیکی میان فازهای گفته شده برای زیرکونیا، در دمای 1050 درجه ی سانتیگراد، رخ می دهد. در طی سرد کردن، فاز شبه پایدار تتراگونال به مونوکلینیک (فاز شبه پایدار m^') تبدیل می شود. در زمانی که مواد تحت سایش و یا سایر فرایندهای وابسته قرار می گیرند، مفهوم پایداری ترمودینامیکی یا کینتیکی، برای یادگیری رفتار سرامیک های TTZ مفید می باشند.
پودر زیرکونیای پایدار شده با ایتریا (12 % مولی) با بایندر مناسب مخلوط می شود و بوسیله ی پرس سرد، شکل دهی می شود و به صورت میله های مستطیلی، در می آید. این کار در فشار 200 MPa انجام می شود. میله های تولیدی در دمای 1350 و به مدت زمان 2 ساعت عملیات حرارتی می شوند و سپس در هوا، خنک سازی می شوند. آزمون خمش سه نقطه ای بر روی ماشین آزمون خمش Carl-Schenck انجام شد.
در طی آزمون خمش، باری که موجب شکسته شدن نمونه می شود، تخمین زده می شود. بر اساس داده های مشاهده شده، استحکام خمشی مربوطه محاسبه می شود. مدول ویبول نیز بر اساس روش مورد استفاده برای سرامیک ها، تخمین زده شده است. یک نمودار ویبول مربوط به زیرکونیای حاوی 12 % مولی اکسید سریوم، در شکل 5 آورده شده است. برای مطالعه ی اهمیت آنیل بر روی استحکام خمشی، نمونه های سرامیکی تولید شده از Ce-TTZ در دمای 1350 درجه ی سانتیگراد و به مدت 2 ساعت زینتر می شوند و پس از خنک شدن در هوا، سپس در دمای 1200 درجه ی سانتیگراد به مدت 2 ساعت، آنیل می شوند. در نهایت، نمونه ها در هوا خنک سازی می شوند. نتایج نشاندهنده ی بهبود استحکام خمشی می باشد اما سختی کاهش یافته است (جدول 1).
و بوده است.
خواص ترمو- مکانیکی مربوطه که برای محاسبه مورد استفاده قرار می گیرد، در جدول 3 آورده شده است.
پارامترهای مقاومت به شکست در شکل 422 آورده شده است.
می باشد .
پارامترهای مقاومت به شوک حرارتی R و R^' به مسائل مربوط به شروع ترک اعمال شده است. همچنین پارامترهای مقاومت به شوک حرارتی R^'''، R^'''' به مسائل مربوط به گسترش ترک، اعمال شده است. این مشاهده شده است که مقاومت به تخریب گرمایی مربوط به Ce-TZP ، بهتر از بسیاری از مواد سرامیکی از جمله، PSZ است. مواد سرامیکی تولید شده از Ce-TZP نیز مقاومت به گسترش ترک خوبی دارند. این مسئله بدین خاطر است که سرامیک های Ce-TZP دارای تافنس بالاتری در زمان استحاله، می باشد.
برای تسهیل کنترل ابعاد در حین سایش، این ضروری است که نیروی سایش نرمال با بار مینیمم مشخصی برای ترک، حفظ شود. این بار به صورت زیر تعریف می شود:
که در اینجا، E مدول یانگ و H سختی است.
ستاپ سایش مشابه ستاپ مورد استفاده در سایش سرامیک های Y-TZP است. تغییرات نمونه وار در نیروی سایش با سرعت سایش در شکل 9 آورده شده است. با توجه به شکل 9، این مشاهده می شود که در حالی که نیروی تانژانتی برای یک سرعت سایش 11.51 m/sec، مینیمم است، نیروی نرمال در آن مکان، ماکزیمم است. این مشاهده می شود که نیروی سایش نرمال با عمق سایش، افزایش می یابد، در حالی که نیروی تانژانتی روندی متفاوت دارد. در طی سایش، سرامیک Ce-TZP پایداری ترمودینامیکی و کینتیکی را تجربه می کند که به دما و فشار سایش، وابسته می باشد. در سرعت های پایین، تنش سایشی غالب است و بسته به تنش سایش، استحاله ی معکوس می تواند غالب باشد یعنی سطح بیشتر حاوی فاز مونوکلینیک است.
تغییرات نمونه وار در فاز تتراگونال با سرعت سایش، در شکل 10 قابل مشاهده می باشد. در سرعت های سایش پایین تر، ذرات الماسه تمایل دارند در داخل سرامیک Ce-TZP پیش روند. این مسئله موجب افزایش نیروی نرمال می شود و پایداری کینتیکی استحاله ی تتراگونال به مونوکلینیک را افزایش می دهد. در سرعت های سایش بالاتر، دمای سایش بالا می رود و استحاله ی مونوکلینیک به تتراگونال، بیشتر مستعد می شود. این ماده سخت تر می شود و بدین صورت نیروی سایش تانژانتی، افزایش می یابد.
شکل 11 یک الگوی تفرق نمونه وار برای توده های Ce-TZP زینتر شده، پیش و بعد از سایش است. شدت های مربوط به پیک های t(002) و t(200) بعد از سایش، آشکار می شود. پیش از سایش، شدت مربوط به پیک t(002) کوچکتر از پیک t(200) است. همانگونه که گفته شد، در طی سایش، تنش های ناشی از کوئنچ Ce-TZP موجب به راه افتادن استحاله ی تتراگونال به مونوکلینیک می شود، در حالی که حرارت سایش می تواند موجب افزایش استحاله ی روبه جلوی مونوکلینیک به تتراگونال، می شود. فاز تتراگونال جدید که به دلیل تنش های سایشی، تشکیل می شود، ممکن است دارای جهت گیری مختلفی نسبت به فاز تتراگونال، داشته باشد. جهت گیری جدید به طور قابل توجهی به انرژی فاز تتراگونال، وابسته است. جهت گیری ترجیحی در یک چنین محیطی، معمولاً برابر t(002) است. میزان فاز سطح سایش یافته و براده های ایجاد شده در طی سایش، نیز در جدول 5 آورده شده است.
شکل 12 نشاندهنده ی اثر عمق سایش بر روی وجود فاز تتراگونال در طی سایش، می باشد. وقتی عمق سایش افزایش می یابد، وجود فاز افزایش می یابد و این نشاندهنده ی این است که استحاله ی تتراگونال به مونوکلینیک به تتراگونال، برای عمق های بیشتری از سایش، اتفاق افتاده است. این مسئله موجب افزایش در نیروی سایش شعاعی می شود.
سطح نهایی مربوط به Ce-TZP سایش یافته، همچنین تحت تأثیر شرایط سایش می باشد. شکل 13 نشاندهنده ی یک تغییر نمونه وار در زبری سطحی با سرعت سایش می یابد. مشاهدات بیان کننده ی این می باشد که بدست آوردن زبری مناسب در سطح (Ra=0.17 میکرون) با سرعت سایش 15.7 m/sec، قابل حصول می باشد. بالاترین سختی مربوط به فاز تتراگونال منحر به یک زبری سطحی مناسب می گردد.
استفاده از مطالب این مقاله، با ذکر منبع راسخون، بلامانع می باشد.
منبع مقاله :
CERAMIC CUTTING TOOLS/ Materials, Development, and Performance/ E. Dow Whitney


سیستم Ce-TZP
این مشخص شده است که زیرکونیا سه پلی مورفی دارد: مکعبی (در دماهای بالاتر از 2370 درجه ی سانتیگراد)، تتراگونال (بین 1150 تا 2370 درجه ی سانتیگراد) و مونوکلینیک (کمتر از 1150 درجه ی سانتیگراد). افزودن مواد دوپ شونده مانند اکسید کلسیم، اکسید منیزیم، اکسید ایتریوم و اکسید سریوم، می تواند موجب کاهش دمای استحاله شود و از این رو، فاز دما بالا را در دمای اتاق، پایدار کند. بسته به میزان عناصر آلیاژی و تغییر در عملیات حرارتی، انواع اشکال زیرکونیلای پایدار شده می تواند تولید شود. اگر تنها یک بخش از فاز دما بالا پایدار شود، این زیرکونیا، زیرکونیا پایدار شده به صورت جزئی (PSZ) نامیده می شود.افزودن ایتریا و سریا می تواند منجر به حفظ همه ی فاز به صورت فاز تتراگونال می شود. فاز تتراگونال در دمای اتاق، معمولاً شبه پایدار است و می تواند انرژی جذب کند یعنی در یک ترک در حال گسترش، استحاله ی تتراگونال به مونوکلینیک، اتفاق می افتد. همانگونه که قبلا گفته شد، استحاله ی تتراگونال به مونوکلینیک، منجر به انبساط حجمی دو حدود 4 % می شود. این استحاله، انرژی جذب می کند و موجب بسته شدن ترک و افزایش تافنس، می شود.
فاز پایدارتر تحت شرایط مشخص دما، فشار و ترکیب، دارای انرژی آزاد کمتر است. پایدارسازی یک فاز به پایدارسازی ترمودینامیکی و کینتیکی، وابسته می باشد. شکل 2 نشاندهنده ی این دو نوع از پایدارسازی است. با کاهش دما و یا مواد دوپ شونده، انرژی آزاد کاهش می یابد و در نتیجه، استحاله ی فازی ایجاد می شود. تفاوت در انرژی آزاد میان دو فاز را ∆G می نامند.


زینترینگ
از بین دو سیستم Y-TZP و Ce-TZP، سیستم حاوی اکسید سریوم، دارای تافنس بالاتر و مقاومت بهتری در برابر پیرسازی در دماهای پایین تر است. مشابه سیستم Y-TZP، چندین روش زیترینگ برای سیستم Ce-TZP مورد استفاده قرار می گیرد. از مطالعه های زینترینگ انجام شده، این مشاهده شده است که زیرکونیای پایدار شده با اکسید سریومی که حاوی 12 % مولی سریا است، می تواند به یک فاز منفرد استحاله یابد و 100 از فاز تتراگونال، تشکیل شده باشد. این کار با زینترینگ این ماده در دمای 1350 درجه ی سانتیگراد و به مدت 2 ساعت، انجام می شود. در نتیجه، نمونه های زینتر شده، در هوا سرد می شوند تا بدین صورت، دانسیته ی بالاتری در آنها ایجاد شود. مطالعه همچنین نشاندهنده ی این است که زینترینگ در دماهای بالا منجر به ایجاد مخلوطی از ساختارهای مونوکلینیک و تتراگونال می شود. این ساختار، ساختار مناسبی برای افزایش تافنس با استحاله، نیست. با دماهای زینترینگ بالا، سرامیک TTZ متحمل رشد دانه می شود و دانه ها از اندازه ی بحرانی عبور می کنند. با رشد همزمان دانه ها، استحاله به فاز مونوکلینیک، در طی سرد کردن، رخ می دهد. الگوهای تفرق اشعه ی X نمونه وار برای نمونه های Ce-TTZ سرد شدن در هوا و سرد شدن در کوره، در شکل 4 آورده شده است.
در طی آزمون خمش، باری که موجب شکسته شدن نمونه می شود، تخمین زده می شود. بر اساس داده های مشاهده شده، استحکام خمشی مربوطه محاسبه می شود. مدول ویبول نیز بر اساس روش مورد استفاده برای سرامیک ها، تخمین زده شده است. یک نمودار ویبول مربوط به زیرکونیای حاوی 12 % مولی اکسید سریوم، در شکل 5 آورده شده است. برای مطالعه ی اهمیت آنیل بر روی استحکام خمشی، نمونه های سرامیکی تولید شده از Ce-TTZ در دمای 1350 درجه ی سانتیگراد و به مدت 2 ساعت زینتر می شوند و پس از خنک شدن در هوا، سپس در دمای 1200 درجه ی سانتیگراد به مدت 2 ساعت، آنیل می شوند. در نهایت، نمونه ها در هوا خنک سازی می شوند. نتایج نشاندهنده ی بهبود استحکام خمشی می باشد اما سختی کاهش یافته است (جدول 1).


تافنس شکست
نمونه های زینتر شده و کوئنچ شده در هوا از جنس Ce-TTZ از لحاظ تافنس شکست، مورد بررسی قرار گرفتند. نمونه های آزمون با شکاف های منفرد به عرض یک میلی متر و عمق های پیش ترک مختلف، مورد بررسی قرار گرفتند. نمونه ها سپس تحت آزمون خمش سه نقطه ای قرار گرفتند. از اندازه گیری بار شکست، تافنس شکست (K_1C) نیز ارزیابی شد. شکل 6 نشاندهنده ی اثر نسبت a/W بر روی تافنس شکست می باشد. در این آزمون ها، شکاف بوسیله ی چرخ ساینده ایجاد شده است که می تواند در واقع موجب القای کرنش در ماده شود و بدین صورت استحاله ی تتراگونال به مونوکلینیک، ایجاد گردد. برای جلوگیری از این مسئله، آزمون های اضافی بر روی نمونه های Ce-TTZ انجام شد. این کار در حالت شکاف دار انجام شد. نتایج این آزمون در جدول 2 آورده شده است.

مقاومت به شوک حرارتی
بسیاری از سرامیک های ساختاری از لحاظ مکانیکی و مقاومت در برابر محیط های شیمیایی در دماهای پایین و بالا، مقاوم می باشند. به هر حال، مقاومت آنها در برابر تنش های گرمایی، ضعیف است که علت این مسئله، نوسانات گرمایی در شرایط سرویس دهی، می باشد. Hasselman و همکارانش چندین کار در زمینه ی یادگیری مفهوم شوک حرارتی را بر اساس محاسبات تحلیلی، انجام دادند. اساس این روش، در واقع آنالیز شکست بر اساس تنش های گرمایی و ایجاد ارتباط میان خواص ترمو- مکانیکی ماده مانند ضریب انبساط حرارتی، مدول یانگ، ضریب انتقال حرارتی ، رسانایی گرمایی و تغییر دما، بوده است. این مسئله منجر به تولید یک سری از پارامترهای شوک حرارتی یعنی و بوده است.
و بوده است.خواص ترمو- مکانیکی مربوطه که برای محاسبه مورد استفاده قرار می گیرد، در جدول 3 آورده شده است.


شکل 422. پارامترهای مقاومت به شکست
تفاوت دمای بحرانی (∆T_c) با انجام یک سری آزمایش ها بر روی Ce-TZP بدست می آید. نمونه ها به مدت نیم ساعت در دماهای پیش تعیین شده ای بین 200 تا 800 درجه ی سانتیگراد، نگه داشته می شوند و سپس به سرعت در آب کوئنچ می شوند. نمونه های کوئنچ شده، سپس تحت آزمون خمش سه نقطه ای قرار داده می شوند. شکل 7 بیان کننده ی تفاوت های دمایی نسبت به استحکام باقیمانده، می باشد. این مشاهده می شود که Ce-TZP با 12 % مولی اکسید سریوم، دارای می باشد .

سایش در سرامیک های Ce-TZP
سایش در مواد سرامیکی اهمیت بسیار بالایی در کاربردهای روز افزون آنها در مواد مهندسی دارد. مسائل مربوط به سایش سرامیک های ترد و سخت، بوسیله ی Inasaki مورد بررسی قرار گرفته است. وقتی یک دانه ی تیز ساینده در تماس با یک ماده ی سرامیکی ترد، قرار می گیرد، سرامیک متحمل ترک خوردن های جانبی و مخروطی شکل، می شود که علت آن شکست پیوسته است (شکل 8). این ترک ها که در حین بارگذاری ایجاد می شوند و در زمان برداشته شدن بار، به سطح منتشر می شوند، موجب تشکیل آرایه ای از ترک های شعاعی و ترک های جانبی می شوند. طبیعت زیک زاک مربوط به ترک های جانبی مربوط به سرامیک ها به دلیل شکست پیوسته می باشد. ترک خوردن مواد در زمان سایش، موجب بروز مشکلاتی در زمینه ی براده برداری می شود زیرا عمق سایش بیشتری ایجاد می شود و از این رو، مشکلاتی در زمینه ی کنترل ابعاد، ایجاد می شود.

که در اینجا، E مدول یانگ و H سختی است.
سایش با ابزارهای الماسه
در میان سرامیک های TTZ، Ce-TPZ دارای بالاترین K_1C است. بنابراین، سایش با Ce-TZP راحت تر از Y-TZP است. Ce-TZP با استفاده از شرایط جدول 4 سایش می یابد.






CERAMIC CUTTING TOOLS/ Materials, Development, and Performance/ E. Dow Whitney